V- block Jan 2021.



A V-block made from a Aluminum of-cut 100 mm long 30 x 25 . With a slot cut in the center 6 mm by 12 mm deep and a v cut with a 90 degree cutter on the milling machine. This will setting out work on my surface plate a hole lot easier.



April 15 2021 6 mm slots x 5 mm deep milled in the sides of this V-block the plan is to in the future make a clamp over it to to secure the project I am working on , when using this V block.
Multi purpose mini pallet for the mini mill . Jan 2021.



In the mill a 100 x 150 mm x 10 mm aluminum plate , machining it square.
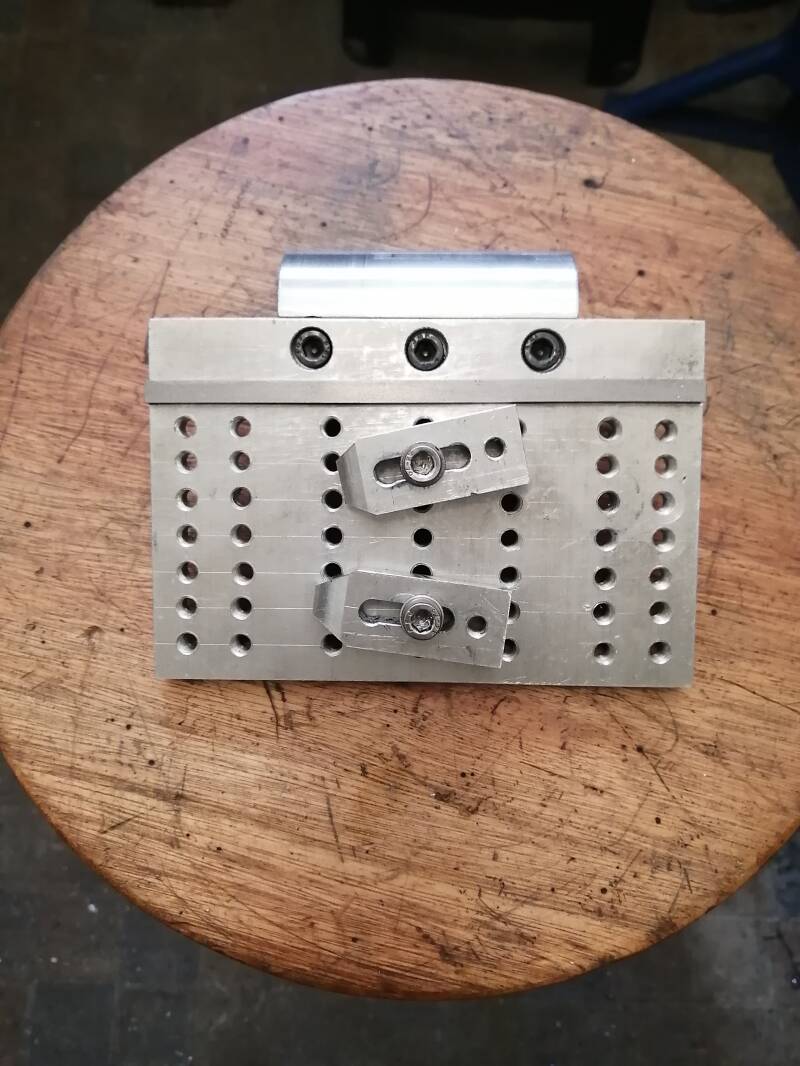
Center picture three M6 Counter sunk mounting holes drilled . Cut a 6mm slot on the surface of the plate which will hold a piece of 6mm key stock as a stopper.
Picture far right all the holes drilled ready to be tapped M6.



Center pivot bar made of aluminum 43 mm diameter and 80 mm long with a 13 mm hole in the center to make it lighter. Cutting a slot to fit pallet. This is made to fit the mini mill vice as can be seen in the picture.
Picture top center the 10 mm deep slot machined and one hole drilled ready to take the pallet.
Picture top Right the two components bolted together ready for the last two hole to be market , drilled and tappet.



Pallet all holes tappet , securing bolts fitted , 6mm key stock fitted , ready to be used on the Mini Mill. And as can be seen on the right side top picture so far it works as was expected.


The mini pallet was a wonderful accessory and I recommend it to any one with a mini mill.
The center picture cutting the hold down clamps the same length.
Picture far right the hold down clamps fitted to the Turn table ready to be used.
Simple home made lathe work nudge tool , version #2 . Nov 2020 .



An improvement to the tool mentioned lower down , The previous tool takes up a tool holder so this project will fit straight on to the tool post and will free up a much needed tool holder . Picture on the left and center a block of aluminum set out and ready to be cut on the
Picture top far right the tool roughly machined to the right dimensions.



Left picture dove tails machined an it is a very good fit on the tool post.
Middle picture machining away exes material where the pressure bearing will be fitted.
Picture far right slot cut and final machining done.



Picture on the left holes drilled and counter sunk for a M6 x 25 mm cap head strew.
Center picture hole drilled and tapped for a M10 x 50 mm stud.
Picture far right adjusting nut made and fitted ready to be used.
Simple home made lathe work nudge tool version # 1



Ever having a problem that after parting a bit of round stock , doing the final cleaning of the face of the material . It is some times a hassle to properly line up the material. So I made a sort of pusher with a ball bearing attached . Once fitted in the tool post run up the lathe and press the bearing against the surface and it will line it up very smartly . Don't over tighten the chuck while performing this task. It was made from a off cut of aluminum 25 x 25 x 85 machined to size the ball bearing is 28 x 12 x 8 and it is bolted together wit an m6 x 25 socket head cap screw.



Version # 1 : I have machined it down to fit on to the "Allied Amco 7x 20G lathe with the "Jinwen Tool post.
Both tools Version #1 and Version # 2 , are now operational.
Engineering Scribe

Engineering scribe as seen on Walter Sorrels You Tube channel . He uses it on knives to scribe the center on a blade before he starts grinding .I made some changes to his design
Picture on the left .I made it a bit more elegant. On the left the body and all the parts, the scribe will be cut to length.Picture on the right the finished product.

Engineering jacks.



Picture on the left some stock diam. 30 mm length 35 cut to length , and two m 10 set screws taken out of stock
Center picture the head of the bolt machined round and knurled.
Picture far right the stock machined to size the holes drilled and tapped M 10.



Picture on the left the jacks temporary assembled , they can be used as is but look very unassuming.
Center picture machining the 30 degree tapers having the lathe running in reverse for the simple reason the the cover over the DRO prevents the compound from swinging the other way.
Picture far right the completed jacks ready to be used.
25 mm diameter Fly Cutter.

Making a fly cutter from a piece of 25 mm round stock 75 mm long, picture on the left the stem machined down to 12 mm round . Milling the surface under a 45 degree angel and cutting a quarter inch grove in the center to hold the quarter inch tool stock used for cutting and secured by two m5 grub screws.
Picture on the right the fly cutter completed and assembled all that has to happen now is for the tool steel to be sharpened before using it.

19 mm diameter Fly cutter

Had to make an other fly cutter to accommodate the beefing up of the milling machine I have to drill a 26 mm center hole in the stiffener plate and the biggest drill bit my drilling machine will take is 16.5 mm. The plan is that before I can fit the stiffener plate I have to bore it out with this fly cutter on the milling machine. This tool is also made from 25 mm round stock machined down to 19 mm and an 12 mm shank. over all length is 75 mm. It takes a 6.5 mm piece of tool steel and is secured with an 5mm grub screw.
Scribe with a base ( "Surface gauge" ) Resurrection.

Picture on the left picked up a scribe with a base at the flee marked not realizing that half the parts where missing.
So we have started some modifications. first the main mast. Was to long and cumbersome, for the work I will be doing . It has been shortened by 100 mm, next step will be to make the scribe holder . This all has been completed.
Picture on the right all the parts made and fitted, as a scribe I used 1/4'' HS tool steel . That has been sharpened and tested. It works as expected.

Home made die holder for use on the lathe.

Body made out of 35 m/m aluminum round stock, with the lower part machined down to 25 m/m round and a center hole drilled to hold a 12 m/m piece of bright mild steel round stock that will fit in the 13 mm drill chuck. This is mainly to guide the die and produce a thread that is square on the project that is to be threaded.
Picture on the right the completed tool. with removable holding bar and the head knurled for easy holding when used with smaller dies.




A small improvement on the Die holder inspired by a Russian You-tuber, by making a slot in the body and adding a m 5 grub screw to the shaft this will stop it from turning, but makes it slide in and out. This will make it safer in use ,plus be more user friendly . But with an option to still use the holding bar.
Create Your Own Website With JouwWeb