Tapping guide or Jig Dec 2020.
After so many attempts to tap treats square , and failing miserable I have decided to fabricate a tapping jig using material laying around the shop.



Picture top left cutting to size the base plate material used 100 x 12 x 200mm long.
Picture in the center the boom cut to size material used 30 mm round stock 175 mm long
Picture far right the boom made from a of cut of aluminum 40 x 25 x 150 mm with the holes drilled for the guide bush and the 10 mm securing hole.



Picture top left hole counter drilled to take an 10 mm hex head allen screw.
Picture in the center all parts cut to size and most holes drilled.
Picture on the far right one side of the mast machined and drilled and tapped temporary bolted to the base.



Picture top left the guide machined from a off cut 40 mm diameter aluminum this once finished will be pressed in to the boom the total length of the guide will be 55 mm the center hole will be able to take a 12 mm rod.
Center picture the guide made and pressed in to the arm, in the mast the two hole drilled and tapped, I also found a drill press vice I bought some time ago from banggood , and a found a spare drill chuck all ready to be installed.
Picture far right the spindle being machined so it will fit in the guide and take he drill chuck.



Left picture spindle made and under cut on one side to take half inch UNF tread to fit the chuck, as can be seen.
center picture the mast made lighter and is under cut to 20 mm, all holes drilled and tapped for the vice and a mounting block that will be bolted to the base plate for easy clamping in the work bench vice.
Picture on far right all parts assembled and in various stages of completion.



Picture top left a block machined from 40 x 20 x 100 mm this will be bolted to the base plate , to make it easy to clamp in the vice. In the picture this block is clamped in position to transfer the holes whom are drilled and tappet M6. This block is bolted to the main base with m6 x 20 mm hex socket head screws.
The other two pictures the sleeve reamed to 13 mm , the shaft machined to a close tolerance and temporary fitted .


Left and center pictures completed product , made the operating bar from 10 mm round stock with a total length of 165 mm the securing knob was made from a m 8 x 20 mm hex head Allen screw pressed in to a 50 mm x 12 mm round aluminum stock . For easy operation the outside was knurled as is the head of the spindle.
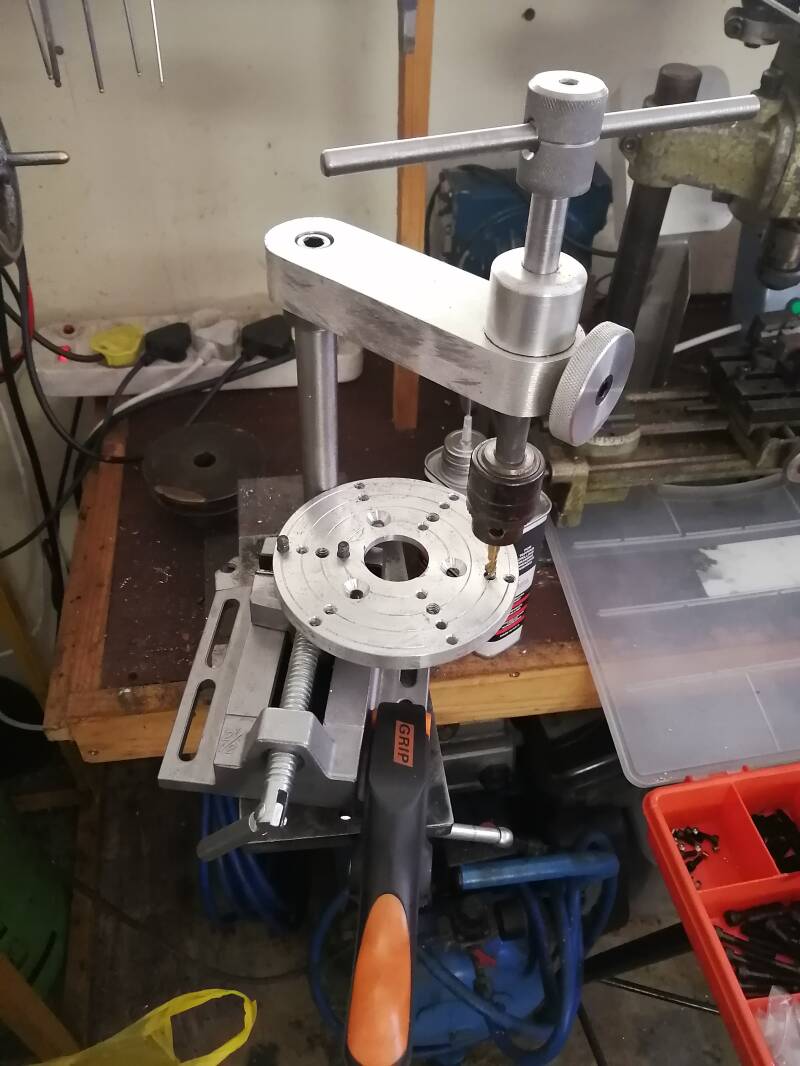
Picture far right the jig mounted in the vice and the drill press vice kept in place wit a clamp I am tapping all the holes in the Turn table face plate M6.. It worked very well . There is one small item I will have to get a drill chuck with a key or find a key for the drill chuck mounted at the moment.



Left picture a new chuck 1/2" UNC has been fitted with a proper key to secure the taps, a different vice was Temporary fitted . Found the other vice bought from Banggood of very poor quality. And a proper storage place for the chuck key a hole drilled in the boom. Picture on the left the completed project fitted in the vice ready for action.
Center picture the vice was not a proper option and would not work. So I made a clamping bar and fitted an aluminum center .
Picture on the right the clamps I made for the mini pallet clamped in position and tappet M6 and they are all straight the tapping Jig works very well . I will rethink the clamping devices.


Picture top left clamp on the Jig's table cleaned up and made user friendly.
Center picture the tapping jig used on a real job tapping the holes for the "Amco" lathe home made "banjo"
Create Your Own Website With JouwWeb